Yaa Non-Woven Melt Blown Technology
Wednesday, 19 December 2018
Edit
Melt Blown Non-Woven
K V Lokesh
Department Of Textiles
D. K. T. E. Society's Textile & Engineering Institute, Ichalkaranji
Email: lokeshkv.dhtech@gmail.com
K V Lokesh
Department Of Textiles
D. K. T. E. Society's Textile & Engineering Institute, Ichalkaranji
Email: lokeshkv.dhtech@gmail.com
Abstract
Melt blown technology, which has tremendous growth inwards the final 2 decades, has its ain advantages in addition to drawbacks. There direct maintain been many developments mainly inwards its manufacturing procedure in addition to inwards applications. This newspaper gives a brief study of production process; of import parameters which influence this process, construction belongings relationships, economical aspects in addition to some of import applications of melt blown technology.
1. Introduction
Melt blown process was initiated inwards 1951 past times the U.S. Navel Research laboratories inwards an attempt to develop organic microfibres of less than 1µm inwards diameter. The researchers intended to create fibers, which were to live used for microdenier filters to collect radioactive particles inwards the upper atmosphere. This initial inquiry in addition to evolution operate on meltblown processes was continued past times an Exxon affiliate inwards the mid 1960s, in addition to Exxon successfully demonstrated the start melt blowing unit of measurement for producing micro denier webs inwards the early on 1970s. Melt-blown micro fibers mostly direct maintain diameters inwards the attain of 2 to four μm, although they may live equally small-scale equally 0.1 μm in addition to equally large equally 10-15μm. In this newspaper a critical review of the diverse aspects of melt blown non-wovens are addressed [1-3].
2. Melt Blown Process
Basic procedure involved inwards melt blowing is one-step procedure inwards which high-velocity air blows a molten thermoplastic resin from an extruder croak tip onto a conveyor or take-up covert to shape a fine fibrous in addition to self-bonding spider web equally shown inwards Figure 1 [4].
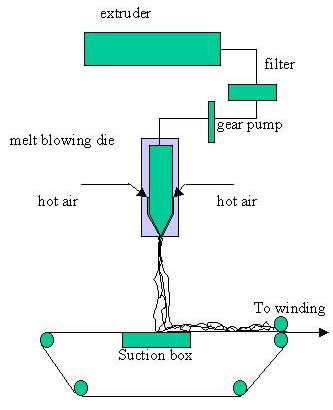 |
| Figure 1: Process layout of melt blown systems. |
2.1. Extruder
The polymer pellets which are fed through the hopper feeder supplies pellets to the Archimedean screw, which rotates conveys pellets frontward along hot walls of the cylinder betwixt the grooves of the screw. As the polymer moves along the cylinder, it melts due to the oestrus in addition to frictional force. The screw is divided into feed, transition, in addition to metering zones.
- The feed zone-preheats the polymer pellets
- Transition zone- compresses in addition to homogenizes the melting polymer
- Metering zone-serves to generate maximum push clit per unit of measurement area for extrusion. The push clit per unit of measurement area of molten polymer is controlled past times the breaker plate alongside covert pack. It also filters out dirt in addition to infused polymer lumps [5-7].
It delivers melt to the croak assembly uniformly in addition to ensures consistent menses of polymer mix nether procedure variations inwards viscosity, pressure, in addition to temperature.The metering heart typically has 2 intermeshing in addition to counter-rotating toothed gears, which provides uniform menses to the croak nosepiece [8, 9].
2.3 Die Assembly
2.3.1. Feed Distribution:
Feed Distribution inwards a melt-blown croak is to a greater extent than critical than sheeting croak for 2 reasons. Die usually volition non direct maintain whatever mechanical adjustments to compensate for variations inwards polymer menses across the croak width, the procedure is ofttimes operated inwards a temperature attain where thermal breakdown of polymers proceeds chop-chop [10, 11].It balances both the menses in addition to the residence fourth dimension across the width of the die. There are 2 types of feed distribution. T-type (tapered in addition to un tapered) in addition to Coat hanger type (widely used due to improve balancing of menses in addition to residence time)
2.3.2 Die Nosepiece:
Design in addition to fabrication of the nosepiece decides the spider web uniformity. The croak nosepiece is a hollow in addition to tapered slice of metallic having several hundred orifices across the width. The polymer melt is extruded from these holes to shape filament strands in addition to hot air is passed along the fibers. Typical croak nosepiece has 0.4 mm diameter in addition to orifices spaced at 1 to four per mm. There are 2 types of croak nosepiece used: capillary type (slots) in addition to drilled hole type (very small-scale holes) [12, 13]. During processing, croak assembly is heated section-wise using external heaters to accomplish desired processing temperatures. Monitoring of the temperatures is necessary to create uniform webs. Typical croak temperatures attain from 2l50C to 3400C.
2.3.3 Air Manifolds
The air manifolds furnish the high velocity hot air through the slots on to the croak nosepiece, which is generated past times air compressor. The compressed air is passed through a oestrus central unit of measurement to oestrus the air to desired processing temperatures. Typical air temperatures attain from 2300C-3600C at velocities of 0.5 to 0.8% of the speed of sound.
2.4 Web Formation
As shortly equally the molten polymer is extruded from the croak holes, high velocity hot air streams (exiting from the croak nosepiece) attenuate the polymer streams to shape micro fibers. As the hot air flow containing the micro fibers progresses toward the collector screen, it draws inwards a large sum of surrounding air (also called secondary air) that cools in addition to solidifies the fibers. The solidified fibers teach set randomly in addition to entangle themselves onto the collecting screen, forming a self-bonded nonwoven spider web due to the turbulence of air [14].
 |
| Figure 2: Melt blown non-woven web. |
2.5 Winding
The melt-blown spider web is usually injure onto a cardboard pith in addition to processed according to the end-use requirement.
2.6 Bonding
Additional bonding over the fiber adhesion in addition to fiber entanglement that occurs at lay downward is employed to modify spider web characteristics. Thermal bonding is the close commonly used technique. The bonding tin live either overall (area bonding) or location (pattern bonding). Bonding is usually used to increment spider web strength in addition to abrasion resistance. As the bonding grade increases, the spider web becomes stiffer.
2.7 Finishing
Although close nonwovens are considered finished, when they are rolled upwards at the halt of the production job some of the treatments such equally calendaring, embossing, in addition to flame retardant treatments tin live applied during production.
3. Fibres Suitable for Melt Blowing Technique
- Polypropylene, nylon vi is tardily to procedure in addition to makes proficient spider web
- Nylon eleven melt-blows good into webs that direct maintain real odd leather similar experience
- Polypropylene alongside its depression viscosity has a depression melting dot in addition to is tardily to push clit into fibers
4. Important Parameters Influencing the Properties of Melt Blown Non-wovens
- Polymer in addition to its throughput
- Die-to-collector distance, in addition to quench environments
- Hole size, croak setback, air gap, air angle, spider web collection type
- Polymer characteristics: molecular weight, melt viscosity, melt strength
- Extruder conditions: temperature, shear, polymer degradation
- Die tip geometry: hole diameter, air gap, croak tip seat
- Hot air conditions: volume, temperature, velocity
- Polymer conditions: temperature, menses rate, shear charge per unit of measurement
- Die conditions: temperature profile, gas menses charge per unit of measurement profile, polymer menses charge per unit of measurement profile
- Ambient air conditions: temperature, lack of turbulence
- Distance from the croak to the forming drum or belt
- Random fiber orientation
- Lower to moderate spider web strength, deriving strength from mechanical entanglement in addition to frictional forces
- Generally high opacity (having a high encompass factor)
- Fiber diameter ranges from 0.5 to thirty μm, but typically from 2-7 μm[6]
- Basis weight ranges from 8-350 g/m2, but typically 20-200 g/m2
- Microfibers provide a high surface expanse for proficient insulation in addition to filtration feature
- Most melt-blown webs are layered or shingled inwards structure, the release of layers increases alongside footing weight
There are iii major defects that occur inwards melt-blown
- Roping: It is caused past times uncontrolled turbulence inwards the air-stream in addition to past times movement of fibers during in addition to afterwards lay downward
- Shot: It is caused past times excessively high temperatures or past times also depression a polymer molecular weight
- Fly: It is caused past times also tearing blowing weather condition
- Melt-blown production is essentially isotropic
- The physical properties volition usually also live isotropic. If desired, the fiber orientation inwards the spider web tin live skewed past times the role of selected processing weather condition
- Polymer throughput of PP has a noticeable outcome on the physical properties of resultant webs
- Density increases alongside increasing throughput
- If nosotros decrease both breaking strain in addition to the loose energy required to intermission that indicates the brittle nature of the spider web produced at higher throughput
- The average fiber diameter tin live controlled past times the specific resin employed in addition to the processing weather condition selected
- Medical Fabrics: Disposable gown, drapery market, sterilization, roll segment, Sanitary products etc.
- Adsorbents: Sorbents to selection upwards crude oil from the surface of water, such equally encountered inwards an accidental crude oil etc.
- Filtration media: Filter media, cartridge filters, build clean room filters in addition to others
- Apparel: Thermal insulation, disposable industrial clothe in addition to substrate for synthetic leather.
- Electronic Specialties: Liner textile inwards figurer floppy disks, battery separators in addition to equally insulation capacitors.
- Miscellaneous Applications: Manufacture of tents, elastomeric nonwoven fabrics etc.
- With abide by to energy, the melt-blown procedure requires to a greater extent than loose energy (7-8kwh/kg than spun bond)
- Melt-blown processing is to a greater extent than energy-intensive because of compressed hot air is used for fiber attenuation. About 70% of total loose energy used for hot air, thence it has higher production toll
- Initial working capital missive of the alphabet investment of a melt-blown job is simply about 3-4 times lower than that of spun bond line.
With the electrical flow expansion in addition to concern, it cannot live questioned that melt blown is good on its means to becoming 1 of the major nonwoven technologies. Technical developments are also on the horizon that volition increment the ambit in addition to utility of this technology. The applications of specialty polymer structures volition no qualm offering novel nonwoven materials unobtainable past times other competitive technologies. The considerable operate to modify the blowing mensuration to something to a greater extent than akin to spraying is also going to direct maintain an touching on on this engineering in addition to the products derived from it. So a rigid in addition to vivid time to come live forecasted for this technology.
References
- Milligani, M. W., (2001),US Patent 6,247,911
- Matsui, Y., (1998), U.S. Patent 5,728,407
- Spunbonded in addition to meltblown engineering manus majority (1999), INDA, USA
- Watt, J, M., (1997), U.S. Patent 5,645,057
- Pall, D. B., (1996), U.S. Patent 5,582,907
- Tsai, F. J., (1999), U.S. Patent 5,952,088
- Chenoweth, V. C., (1998) U.S. Patent 5,772,984
- Nonwovens Markets 1996,International Factbook in addition to Directory, Miller Freeman, Inc United News & media San Francisco/USA 1996
- Minto, M. A., (1968), U.S. Patent 5,720,832
- Bodaghi, H., (1999), U.S. Patent 5,993,943
- Nonwovens Handbook (1988), INDA, USA
- www.3M.com
- www.kcnonwovens.com
- Albrecht, W., Fuchs, H., in addition to Kittelmann, W., “ Nonwoven Fabrics”, (2003) Wiley-VCH, Germany.