Now You Know Salt and Alkali Free Reactive Dyeing on Cotton Fabric (Part-1)
Tuesday, 22 January 2019
Edit
Salt and Alkali Free Reactive Dyeing on Cotton Fabric (Part-1)
ABSTRACT
This project is on ‘‘Salt and Alkali Free Reactive Dyeing on Cotton Fabric". This is a dyeing process where cotton fabric is dyed without salt and soda ash.
The experiment was conducted in the Laboratory of DIU, Department of TE & lab dip of NTL. The aim of this project is to dye the fabric without salt and alkali which will be economic, non-toxic and easily process able for the textile processing.
The use of salt and soda makes the effluent toxic for the environment. In conventional method of dyeing on cotton with reactive dyes, alkali pH should be maintained in dye bath. This method requires more electrolytes for exhaustion and alkali for fixation.
In this project, fiber modification techniques based on polyacrylamide have discussed. Color fastness test is done after dyeing the cotton fabric. It is to be hoped that by the end of this thesis paper the reader will have a better idea about “Salt and Alkali free reactive dyeing on cotton fabric”.
INTRODUCTION
In current practice, cellulosic fibers are predominantly dyed with reactive dyes in the presence of a considerable amount of salt and fixed under alkaline conditions. However, dye fixation efficiency on cellulosic fibers is generally low (varying from 50 – 90%). This, results in a highly colored dye effluent, which is unfavorable on environmental grounds. Furthermore, the high concentrations (40 – 100g/I) of electrolyte and alkali (5 – 20 g/I) required in cellulose fiber dyeing may pose additional effluent problems.
In this work, a new fiber – modification technique based on cationic acrylic copolymer is used. Pretreatment of cellulosic fiber with Polymer is believed to offer an opportunity for increasing both the substantively and reactivity of fibers towards reactive dyes under neutral conditions. The nature of a reactive polymer resin is such that it may react with nucleophilic sites in cellulosic fibers or in the polymer itself, thus fixing the polymer to the substrate. During subsequent dyeing, further reactions between the polymer and the dyestuff, the fiber and the dyestuff, and the fiber and the polymer and can be expected to take place, forming crosslink within the fibers.
Cotton fabric:
Cotton is a natural fiber that comes from the seedpod of the cotton plant and is used to make many fabric types at every price point. The fiber is hollow in the center and, under the microscope, resembles a twisted ribbon.
 |
| Fig: Cotton Fabric |
Physical properties of cotton fibers are given below:
- Color: The color of cotton fiber could be white, creamy white, bluish white, yellowish white or grey.
- Tensile Strength: Cotton is moderately strong fiber. Tenacity of 3-5 gm/den. The wet strength of cotton is 20%
- Elongation at break: It has an elongation at break of 5-10%.
- Elastic Recovery: At 2% extension it has an ER of 74% and at 5% extension it has an ER of 45%.
- Specific Gravity: Specific gravity is 1.54.
- Moisture Regain (MR %): Standard moisture regain is 8.5.
- Effect of Heat: Cotton has an excellent resistance to degradation by heat. It begins to turn yellow after several hours at 1200C and decomposes marked by at 1500C. As a result of oxidation, cotton is severally damaged after few minutes at 2400C.
- Effect of Sun Light: There is a gradual loss of strength when cotton is exposed to sun light and the fiber turn yellow. By sun light much of the damage is caused by UV-light and by the shorten weaves of visible light.
- Moisture Content (MC %): Standard moisture content is 7.834.
Chemical properties of the cotton fiber are given below:
- Effect of Acids: Cotton is attacked by hot dilute acids or cold concentrated acids which it disintegrates. It is not affected by acids.
- Effects of Alkalis: Cotton has an excellent resistance to alkalis. It swells in caustic alkalis ( NaOH) but it does not damaged. It can be washed repeatedly in soap solution without any problem.
- Effect of Organic Solvent: Cotton has high resistance to normal cleaning solvents. Cotton is dissolved by the copper complexes, such as cuprammonium hydroxide, cupriethylene diamine and concentrated 70% H2SO4.
- Effects of Insects: Cotton is not attacked by moth-grubs or beetles.
- Effect of Micro Organism: Cotton is attacked by fungi and bacteria.
The reactive dyes are best for cotton for its better range of application and better fastness properties. Reactive dyes are mostly used in the world about 30%, because this dye is so cheap and suitable for cotton dyeing. It makes a covalent bond with the fiber polymer and act as an integral part of fiber.
In a reactive dye a chromophore contains a substituent that is activated and allowed to directly react to the surface of the substrate.
Popularity of Reactive Dye:
Reactive are mostly used for dyeing cellulosic fibers. At past cellulosic fibers were dyed with direct and vat dyes, but after the introduction of reactive dyes there utility has become limited. Reactive dyes are superior to direct dye in the following aspects:
- Ability to procedure bright shades of wide range.
- High leveling quality.
- Good washing fastness.
- Good light fastness.
- Simple dyeing method therefore one stage dyeing.
- Low temperature dyeing (below 100°C)
- Lower cost, i.e. cheaper.
Properties of reactive dye:
- Reactive dyes are anionic dyes which are used for dyeing cellulosic protein polyamide fibers.
- Reactive dyes are found in powder, liquid and print paste from.
- During dyeing, the reactive group of this dye forms covalent bond with fiber polymer and becomes an integral part of fiber.
- Reactive dyes are soluble in water & cheap.
- They have very good light, perspiration, wash & rubbing fastness with rating about 6.
- The dyes have very stable electron arrangement and the degrading effect ultraviolet ray.
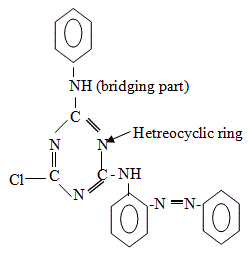
General structure of reactive dyes:
The general structure of reactive dye is: D-B-G-X.
Chemical structure of reactive dyes:
 |
| Chemical structure of reactive dyes |
D= dye part or chromogen (color producing part)
Dyes may be direct, acid, disperse, premetallised dye etc.
B = bridging part.
Bridging part may be –NH- group or –NR- group.
G = reactive group bearing part.
X= reactive group.
Classification of reactive dyes:
Reactive dyes may be classified in various ways as below:
1) On the basis of reactive group:
a) Halogen (commonly chlorine) derivatives of nitrogen containing heterocycle, like 3 types-
- Triazine group
- Pyridimine group
- Quinoxaline dyes
Example:
Triazine derivatives: procion, cibacron.
Pyridimine derivatives: reactone
Quinoxaline derivatives: levafix.
Pyridimine derivatives: reactone
Quinoxaline derivatives: levafix.
b) Activated vinyl compound:
Vinyl sulphone: remazol
Vinyl acrylamide: primazine
Vinyl sulphonamide: levafix.
2) On the basis of reactivity:
a) Cold brand:
These types of dyes contain reactive group of high reactivity. So dyeing can be done in lower temperature i.e. 320-600C.
- Vinyl sulphone
- Vinyl acrylamide
- Vinyl sulphonamide.
Vinyl sulphone: remazol
Vinyl acrylamide: primazine
Vinyl sulphonamide: levafix.
2) On the basis of reactivity:
- Lower reactive dye: Medium reactive dye: here pH is maintained 11-12 by using Na2CO3 in dye bath.
- Higher reactive dye: here pH is maintained 10-11 by using NaHCO3 in dye bath.
a) Cold brand:
These types of dyes contain reactive group of high reactivity. So dyeing can be done in lower temperature i.e. 320-600C.
For example: PROCION M, LIVAFIX E.
b) Medium brand:
This type of dyes contains reactive groups of moderate reactivity. So dyeing is done in higher temperature than that of cold brand dyes i.e. in between 600-710C temperatures.
b) Medium brand:
This type of dyes contains reactive groups of moderate reactivity. So dyeing is done in higher temperature than that of cold brand dyes i.e. in between 600-710C temperatures.
For example, Remazol, Livafix are medium brand dyes.
c) Hot brand:
This type of dye contains reactive groups of least reactivity. So high temperature is required for dyeing i.e. 720-930 C temperature is required for dyeing.
c) Hot brand:
This type of dye contains reactive groups of least reactivity. So high temperature is required for dyeing i.e. 720-930 C temperature is required for dyeing.
For example PRICION H, CIBACRON are hot brand dyes.
Dyeing cycle and Important factors/phases in Reactive Dyeing:
Dyeing cycle and Important factors/phases in Reactive Dyeing:
- pH of the substrate prior to dyeing
- pH of the dye bath
- Pretreatment of the substrate
- Solubility of the dyestuff
- Dyeing temperature
- Quality of water and salt
- Electrolyte concentration
- Dyeing time
- Washing off sequence
- Type of alkali.
Functions | Fixation | Temperature | Included in Brands |
Monochlorotriazine | Haloheterocycle | 80° | Basilen E & PCibacron EProcion H,HE |
Monofluorochlorotriazine | Haloheterocycle | 40° | Cibacron F & C |
Dichlorotriazine | Haloheterocycle | 30° | Basilen MProcion MX |
Difluorochloropyrimidine | Haloheterocycle | 40° | Levafix EADrimarene K & R |
Dichloroquinoxaline | Haloheterocycle | 40° | Levafix E |
Trichloropyrimidine | Haloheterocycle | 80-98° | Drimarene X & ZCibacron T |
Vinyl sulfone | activated double bond | 40° | Remazol |
Vinyl amide | activated double bond | 40° | Remazol |
Trade Names of Reactive Dye:
Some trade names of this dye are mentioned:
Trade name | Manufacturer | Country |
Procion | I.C.I | U.K |
Ciba cron | Ciba | Switzerland |
Remazol | Hoechst | Germany |
Levafix | Bayer | Germany |
Reactone | Geigy | Switzerland |
Primazin | BASF | Germany |
Drimarine | Sandoz | Switzerland |