Now You Know Implementation of Effluent Treatment Plants for Waste Water & Effect of Untreated on Environment (Part-2)
Tuesday, 22 January 2019
Edit
Implementation of Effluent Treatment Plants for Waste Water & Effect of Untreated on Environment (Part-2)
Rois U. Mahmud
Department of Textile Engineering
BGMEA University Of Fashion & Technology
Email: roisuddinhridoy@gmail.com
Name of industry: Niagara Textile Industry Ltd.
Department of Textile Engineering
BGMEA University Of Fashion & Technology
Email: roisuddinhridoy@gmail.com
Name of industry: Niagara Textile Industry Ltd.
Now we describe about the processes of our visited site plant by following site authorities flow chart:-
1. Screening:
Screening is a mechanical process that separates particles on the basis of size. There are several types, which have static, vibrating or rotating screens. Openings in the screening surfaces range in size depending on the nature of the waste. In the case of textile dyeing industries they should be small enough to catch pieces of cloth, which may damage process equipment, reduce the effectiveness of the ETP or contaminate waterways.
2. Equalization/Collecting Tank:
The many steps in the textile dyeing process (pre-treatment, dyeing and finishing) mean that wastewater quality and quantity varies considerably over time, however ETPs are usually designed to treat wastewater that has a more or less constant flow and a quality that only fluctuates within a narrow range. The equalization tank overcomes this by collecting and storing the waste, allowing it to mix and ensuring that it becomes less variable in composition before it is pumped to the treatment units at a constant rate. The purpose of equalization for industrial treatment facilities are therefore:
3. Sedimentation and Filtration:
The flocs formed in flocculation (see chemical unit processes for a description of flocculation) are large enough to be removed by gravitational settling, also known as sedimentation. This is achieved in a tank referred to as the sedimentation tank, settling tank or clarifier.
Sedimentation is also used to remove grit and suspended solids, to produce clarified effluent, and to thicken the sludge produced in biological treatment. Flocculation and sedimentation should remove most of the suspended solids and a portion of the BOD.
4. Chemical Unit Processes:
Chemical unit processes are always used with physical operations and may also be used with biological treatment processes, although it is possible to have a purely physico-chemical plant with no biological treatment. Chemical processes use the addition of chemicals to the wastewater to bring about changes in its quality. They include pH control, coagulation, chemical precipitation and oxidation. Niagara authority use Fe(SO4), Calcium carbonate(lime),HCL, Electrolyte(polymer).
5. pH Control:
Waste from textile industries is rarely pH neutral. Certain processes such as reactive dyeing require large quantities of alkali but pretreatments and some washes can be acidic. It is therefore necessary to adjust the pH in the treatment process to make the wastewater pH neutral. This is particularly important if biological treatment is being used, as the microorganisms used in biological treatment require a pH in the range of 6-8 and will be killed by highly acidic or alkali wastewater. Various chemicals are used for pH control. For acidic wastes (low pH) sodium hydroxide, sodium carbonate, calcium carbonate or calcium hydroxide, may be added among other things. For alkali wastes (high pH) sulphuric acid or hydrochloric acid may be added. Acids can cause corrosion of equipment and care must be taken in choosing which acid to use. Hydrocholoric acid is probably better from an environmental view point but can corrode stainless steel therefore plastic or appropriately coated pumps and pipes must be used.
6. Aeration Tank:
Aeration is required in biological treatment processes to provide oxygen to the microorganisms that breakdown the organic waste. It may also be applied in the equalization tank to provide mixing and to reduce oxygen demand by oxidizing the compounds present in wastewater. Two main methods are used for this: either mechanical agitation of the water so that air from the atmosphere enters the water; or by introducing air into the tank through blowers (to supply air) and diffusers (to diffuse the air uniformly).
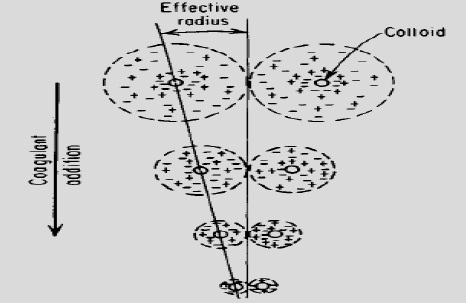
7. Coagulation and Flocculation:
Coagulation is used to remove waste materials in suspended or colloidal form. Colloids are particles over a size range of 0.1 – 1 nm (10-8 – 10-7 cm). These particles do not settle out on standing and cannot be removed by conventional physical treatment processes. In a small sample of wastewater there will be both settleable solids and dispersed solids. A significant portion of these non-settleable solids may be colloidal. Each particle is stabilized by negative electric charges on its surface, causing it to repel neighboring particles, just as magnetic poles repel each other. Coagulation is destabilization of these colloids by neutralizing the forces that keep them apart so that they can agglomerate 2, 3 (come together). This is generally accomplished by adding chemical coagulants and mixing. Figure 2 illustrates how these chemicals reduce the electric charges on colloidal surfaces.
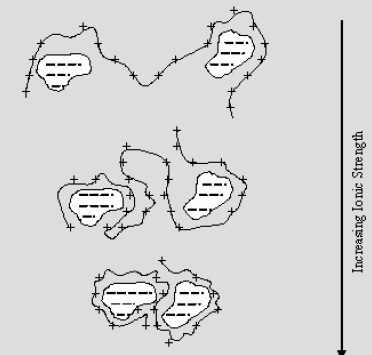
The term ‘flocculation’ may be taken to cover those processes whereby small particles or small groups of particles form large aggregates. Flocculation during wastewater treatment converts finely divided suspended solids into larger particles so that efficient, rapid settling can occur. The term is also used for the dramatic effect when polyelectrolytes are added and large stable flocs are formed very quickly (Figure 3).
8. Secondary Treatment/ Secondary Clearifier:
The objective of secondary or biological treatment of industrial wastewater is to remove, or reduce the concentration of, organic and inorganic compounds. Biological treatment processes can take many forms but all are based on microorganisms, mainly bacteria. These microorganisms use components of the effluent as their “food” and in doing so break them down to less complex and less hazardous compounds, thus decreasing the BOD and COD. In the process the microorganisms increase in number.The two most common forms of biological treatment are:
AS leaves the reactor with the treated effluent but is settled out in a clarifier and returned to the aeration unit to recycle the bacteria. The amount of AS required for effective operation varies according to the design of the ASP and the concentration and nature of the effluent being treated. Suppliers of ASPs should be able to advise on the optimum amount of AS in the system. The ratio of the amount of effluent in terms of BOD and the amount of AS (known as the f/m ratio) is an important design and operating parameter and sometimes ASPs are operating so as to maintain a fixed f/m ratio. If there is more AS in the ASP than desired a portion is removed (this is called wasting) and disposed of.
In the ‘traditional’ trickling filter, the effluent is tricked over the surface of the slime-covered media and the space between the particles of media is occupied by air which passively diffuses through the filter (Figure 3). In the more recent design of the submerged fixed film reactor, the particles of media are submerged in the effluent and the air is blown into the reactor from below.
Both activated sludge and fixed film systems can produce high quality effluent but both have advantages and disadvantages. In the AS process the settling and recycling of AS to the aerobic reactor is vital, but the settling process can be difficult to accomplish. Fixed film systems do not require recycling of biomass and so do not present this problem. Surplus AS needs to be disposed of: this material must be disposed of appropriately so that the pollutants now present in this sludge do not enter the water cycle (see the briefing note “Management of Textile Dyeing Sludge” produced as part of this series for more information on this). The treated liquid is discharged to the environment or taken for further treatment depending on the desired standard of effluent quality or the required use of the wastewater.
On another hand they dis charge their final treated water into the local cannel. They don’t use the water by recycling . They told us for their lacking of modern technology of ETP they can’t use the water by recycling.
Results and Discussion:
For all industries use ETP should follow a National Standards – Waste Discharge Quality Standards for Industrial units & projects.
By law factories must monitor the quality of their wastewater and stay within national limits for pollution. The Environment Conservation Rules, 1997 provide national standards for the quality of industrial wastewater being discharged into certain places including open water bodies, public sewers and irrigated land. They also provide specific discharge quality standards for key parameters from certain industries, including the textile dyeing industry.
*Product Quality Checked:
In Niagara, they use 4 chemicals in their ETP.
*Required Chemicals and Their Functions in ETP:
HCL:
Function: Neutralize the waste water controlling the PH. It is auto dispensed in the neutralization tank.
Polyelectrolyte:
Function: Used for sedimentation / sludge coagulation and also killing bacteria.
De-colorent(caco3):
Function: Used for removing color. It is used auto / manually in the sedimentation feeding tank.
Ferrous sulphate:
Function: It is used to kill the harmful bacteria. It is used in the biological oxidation tank.
*Capacity of effluent treatment in Niagara:
Our visited site industry’s effluent treatment capacity is – 120m3/hour
That mean their capacity per Day is – 2880m3/day
*Data of discharge quality of our visited site:
Table: Physio-chemical Characteristics(Approximate)
 |
| Screening |
The many steps in the textile dyeing process (pre-treatment, dyeing and finishing) mean that wastewater quality and quantity varies considerably over time, however ETPs are usually designed to treat wastewater that has a more or less constant flow and a quality that only fluctuates within a narrow range. The equalization tank overcomes this by collecting and storing the waste, allowing it to mix and ensuring that it becomes less variable in composition before it is pumped to the treatment units at a constant rate. The purpose of equalization for industrial treatment facilities are therefore:
- To minimize flow surges to physical-chemical treatment systems and permit chemical feed rates that are compatible with feeding equipment.
- To help adequate pH control or to minimize the chemical requirements necessary for neutralization.
- To provide continuous feed to biological systems over periods when the manufacturing plant is not operating.
- To prevent high concentrations of toxic materials from entering the biological treatment plant.
 |
| Collecting Tank |
The flocs formed in flocculation (see chemical unit processes for a description of flocculation) are large enough to be removed by gravitational settling, also known as sedimentation. This is achieved in a tank referred to as the sedimentation tank, settling tank or clarifier.
 |
| Sedimentation tank |
4. Chemical Unit Processes:
Chemical unit processes are always used with physical operations and may also be used with biological treatment processes, although it is possible to have a purely physico-chemical plant with no biological treatment. Chemical processes use the addition of chemicals to the wastewater to bring about changes in its quality. They include pH control, coagulation, chemical precipitation and oxidation. Niagara authority use Fe(SO4), Calcium carbonate(lime),HCL, Electrolyte(polymer).
 |
| Chemical unit processes |
Waste from textile industries is rarely pH neutral. Certain processes such as reactive dyeing require large quantities of alkali but pretreatments and some washes can be acidic. It is therefore necessary to adjust the pH in the treatment process to make the wastewater pH neutral. This is particularly important if biological treatment is being used, as the microorganisms used in biological treatment require a pH in the range of 6-8 and will be killed by highly acidic or alkali wastewater. Various chemicals are used for pH control. For acidic wastes (low pH) sodium hydroxide, sodium carbonate, calcium carbonate or calcium hydroxide, may be added among other things. For alkali wastes (high pH) sulphuric acid or hydrochloric acid may be added. Acids can cause corrosion of equipment and care must be taken in choosing which acid to use. Hydrocholoric acid is probably better from an environmental view point but can corrode stainless steel therefore plastic or appropriately coated pumps and pipes must be used.
 |
| pH Control |
Aeration is required in biological treatment processes to provide oxygen to the microorganisms that breakdown the organic waste. It may also be applied in the equalization tank to provide mixing and to reduce oxygen demand by oxidizing the compounds present in wastewater. Two main methods are used for this: either mechanical agitation of the water so that air from the atmosphere enters the water; or by introducing air into the tank through blowers (to supply air) and diffusers (to diffuse the air uniformly).
 |
| Aeration Tank |
Coagulation is used to remove waste materials in suspended or colloidal form. Colloids are particles over a size range of 0.1 – 1 nm (10-8 – 10-7 cm). These particles do not settle out on standing and cannot be removed by conventional physical treatment processes. In a small sample of wastewater there will be both settleable solids and dispersed solids. A significant portion of these non-settleable solids may be colloidal. Each particle is stabilized by negative electric charges on its surface, causing it to repel neighboring particles, just as magnetic poles repel each other. Coagulation is destabilization of these colloids by neutralizing the forces that keep them apart so that they can agglomerate 2, 3 (come together). This is generally accomplished by adding chemical coagulants and mixing. Figure 2 illustrates how these chemicals reduce the electric charges on colloidal surfaces.
 |
| Fig-2 |
 |
| Fig-3 |
The objective of secondary or biological treatment of industrial wastewater is to remove, or reduce the concentration of, organic and inorganic compounds. Biological treatment processes can take many forms but all are based on microorganisms, mainly bacteria. These microorganisms use components of the effluent as their “food” and in doing so break them down to less complex and less hazardous compounds, thus decreasing the BOD and COD. In the process the microorganisms increase in number.The two most common forms of biological treatment are:
- Activated sludge plants (ASPs)
- Biofilm based systems (often these are trickling filter systems).
AS leaves the reactor with the treated effluent but is settled out in a clarifier and returned to the aeration unit to recycle the bacteria. The amount of AS required for effective operation varies according to the design of the ASP and the concentration and nature of the effluent being treated. Suppliers of ASPs should be able to advise on the optimum amount of AS in the system. The ratio of the amount of effluent in terms of BOD and the amount of AS (known as the f/m ratio) is an important design and operating parameter and sometimes ASPs are operating so as to maintain a fixed f/m ratio. If there is more AS in the ASP than desired a portion is removed (this is called wasting) and disposed of.
In the ‘traditional’ trickling filter, the effluent is tricked over the surface of the slime-covered media and the space between the particles of media is occupied by air which passively diffuses through the filter (Figure 3). In the more recent design of the submerged fixed film reactor, the particles of media are submerged in the effluent and the air is blown into the reactor from below.
Both activated sludge and fixed film systems can produce high quality effluent but both have advantages and disadvantages. In the AS process the settling and recycling of AS to the aerobic reactor is vital, but the settling process can be difficult to accomplish. Fixed film systems do not require recycling of biomass and so do not present this problem. Surplus AS needs to be disposed of: this material must be disposed of appropriately so that the pollutants now present in this sludge do not enter the water cycle (see the briefing note “Management of Textile Dyeing Sludge” produced as part of this series for more information on this). The treated liquid is discharged to the environment or taken for further treatment depending on the desired standard of effluent quality or the required use of the wastewater.
9. Sludge collection Tank & Discharge Treated Water:
Sludge is produced from the treatment of wastewater in on-site (e.g. septic tank) and off-site (e.g. activated sludge) systems. This is inherently so because a primary aim of wastewater treatment is removing solids from the wastewater. In addition, soluble organic substances are converted to bacterial cells, and the latter is removed from the wastewater. Sludge is also produced from the treatment of stormwater , although it is likely to be less organic in nature compared to wastewater sludge. In Niagara they collect the sludge in the sludge bad and they store it at least 3 to 4 month.After that they put that sludge in small packet and transfer that packet at another place where they had planted these in the ground. ") |
| Sludge collection Tank |
Results and Discussion:
For all industries use ETP should follow a National Standards – Waste Discharge Quality Standards for Industrial units & projects.
By law factories must monitor the quality of their wastewater and stay within national limits for pollution. The Environment Conservation Rules, 1997 provide national standards for the quality of industrial wastewater being discharged into certain places including open water bodies, public sewers and irrigated land. They also provide specific discharge quality standards for key parameters from certain industries, including the textile dyeing industry.
*Product Quality Checked:
- Biological Oxygen Demand (BOD)
- Chemical Oxygen Demand (COD)
- Total suspended solids
- Total dissolved solids
- Color
- pH et.
Table: Discharge Quality Standards for Classified Industries – Composite Textile Plant
 |
*Required Chemicals and Their Functions in ETP:
HCL:
Function: Neutralize the waste water controlling the PH. It is auto dispensed in the neutralization tank.
Polyelectrolyte:
Function: Used for sedimentation / sludge coagulation and also killing bacteria.
De-colorent(caco3):
Function: Used for removing color. It is used auto / manually in the sedimentation feeding tank.
Ferrous sulphate:
Function: It is used to kill the harmful bacteria. It is used in the biological oxidation tank.
*Capacity of effluent treatment in Niagara:
Our visited site industry’s effluent treatment capacity is – 120m3/hour
That mean their capacity per Day is – 2880m3/day
*Data of discharge quality of our visited site:
Table: Physio-chemical Characteristics(Approximate)
Physicochemical Characteristics | Untreated Effluent | Treated Effluent |
Color | Dark- Blue | Light-blue |
Odor | Unpleasant | Small Odor |
BOD | Above 200 | Around 100 |
COD | Above 350 | Around 250 |
PH | 9.8 | 7.2-7.4 |
TDS | 3300 | 1590 |
TSS | 200 | 133 |
Temperature | 430c | 350c |
At our visiting time we also find out one important matter that the whole industry use *underground water* for their dyeing,finishing etc! And they also don’t use that used water by recycling! They discharge the water into the cannel or River.
Recommendation
Here at first we would like to give thanks to prof.Engg.Dr. Ayub Nabi Khan(pro-vice of BUFT)for managed the industry, Mr.Diamond sir for giving us the chance to visit Niagara& Mr.Zahir(Trainee) to help us by giving his valuable time. On the other hand,at our visiting time we knew that whole water source of Niagara is underground water. This is a really big matter of concern for our environmental balance of underground water. And another matter is, Niagara authority do not use the used water by recycling. So that day by day we may be loose our underground water level. So we recommend here to the authority to use the treated water by recycling. So that our water level may not go down day by day.Other matter is we don’t think the ETP of Niagara is much modern for treating the effluent purely and also they may not treat the effluent of factory at standard way. Because we saw the final treated water color is not good as standard and discharge water have also much odor too. And authority discharge that water into local cannel or River.So that this low quality treated water may harm the quality of the cannel or river’s water and also harm the Environment badly.
Conclusion:
The recent awareness on the ETP requirement should be directed in a constructive way. We realize that industrial effluent should be treated before drainage. Upon dis- cussed novel methods can be applied to remove different dye also hazardous materials from industrial effluents. The Government must come forward to facilitate ETP installation with technical guidance and also with fi- nancing. Consideration for Common ETP can be made by the Government, which will encourage small-scale industries to establish ETPs within their cost limitations. Government’s recent stringent role against industry owner may pressurize them to come up with compliance meas- ure regarding ETP installation, but in the long run, a good result from the concept of ETP installation can only be ensured by proper monitoring and environmental audit by Government afterward. Neither industry and private sector nor public sector alone can be left responsible for realization on the intensity of the problem. Government and the private sector should come into with its full glory to solve the problem mutually, which aims at burning issue like environmental conservation.
REFERENCES:
Recommendation
Here at first we would like to give thanks to prof.Engg.Dr. Ayub Nabi Khan(pro-vice of BUFT)for managed the industry, Mr.Diamond sir for giving us the chance to visit Niagara& Mr.Zahir(Trainee) to help us by giving his valuable time. On the other hand,at our visiting time we knew that whole water source of Niagara is underground water. This is a really big matter of concern for our environmental balance of underground water. And another matter is, Niagara authority do not use the used water by recycling. So that day by day we may be loose our underground water level. So we recommend here to the authority to use the treated water by recycling. So that our water level may not go down day by day.Other matter is we don’t think the ETP of Niagara is much modern for treating the effluent purely and also they may not treat the effluent of factory at standard way. Because we saw the final treated water color is not good as standard and discharge water have also much odor too. And authority discharge that water into local cannel or River.So that this low quality treated water may harm the quality of the cannel or river’s water and also harm the Environment badly.
Conclusion:
The recent awareness on the ETP requirement should be directed in a constructive way. We realize that industrial effluent should be treated before drainage. Upon dis- cussed novel methods can be applied to remove different dye also hazardous materials from industrial effluents. The Government must come forward to facilitate ETP installation with technical guidance and also with fi- nancing. Consideration for Common ETP can be made by the Government, which will encourage small-scale industries to establish ETPs within their cost limitations. Government’s recent stringent role against industry owner may pressurize them to come up with compliance meas- ure regarding ETP installation, but in the long run, a good result from the concept of ETP installation can only be ensured by proper monitoring and environmental audit by Government afterward. Neither industry and private sector nor public sector alone can be left responsible for realization on the intensity of the problem. Government and the private sector should come into with its full glory to solve the problem mutually, which aims at burning issue like environmental conservation.
REFERENCES:
- Government of People’s Republic of Bangladesh, Ministry of Environment and Forests, The Environment Conversation Rules 1997, Schedule 10, Rule 13 (Un-official English Version)
- Islam, A. and Jolly, Y.N. (2007): Heavy metals in water and fishes of the tannery affected vicinity of the river Buriganga, J. Bang., Aca, Sci., 31(2), 163-171.
- Jolly, Y.N. and Islam, A. (2006): Heavy Metals in Water and Fishes of the River Shitalakkha, Nuclear Science and Application, 15(20:13-20.
- Jolly, Y.Nb., Ph.D. thesis, (2011): Evaluation of industrial effluents for irrigation, Dept. of Applied Chemistry and Chemical Engineering, University of Dhaka, Bangladesh. pp. 174-178
- Bhuiyan, M.A.H.; Suravi, N.I.; Dampare, S.B.; Islam, M.A.; Qurashi, S.B.; Ganyaglo, S. and Suzuki, S. (2010): Investigation of the possible sources of heavy metal contamination in lagoon and canal water in tannery industrial area in Dhaka, Bangladesh, Environ Monit Assess, 175, 633-649.
- Web: www.bcas.net
- Journal of Environmental Protection, 2013, 4, 301-308
- http://dx.doi.org/10.4236/jep.2013.43035 Published Online March 2013 (http://www.scirp.org/journal/jep)
- Guide for Assessment of Effluent Treatment Plants in EMP/EIA Reports for Textile Industries. Department of Environment, Ministry of Environment and Forest, Bangladesh.
You can also like:
- Water Consumption in Textile Industry
- Water Purification Process for Textile Wet Processing Industry
- Water Hardness Test Method
- Determination of Hardness of Water / Water Hardness
- Water Treatment Plant (WTP) | Process Sequence of Water Treatment Plant
- Characteristics of Effluent Water in Textile Wet Processing Industries
- Problem Caused by Hard Water in Wet Processing/Dyeing Industry
- Lime-Soda Water Softening Process
- Base Exchange (Ion Exchange) Water Softening Process
- Demineralization Process of Water Softening
- What is Hardness of Water? | Potential Problem Caused by Hard Water in Textile Wet Processing Industry
- Some Important Parameters of Water for Textile Wet Processing Industry
- Implementation of Effluent Treatment Plants for Waste Water & Effect of Untreated on Environment
- Effluent Treatment Plant Process Sequence in Textile Industry
- Function of Different Units of Biological Effluent Treatment Plant (ETP)